Contactless inline inspection of forged pieces
Application - service
Description
Within the frame of quality assurance, the forged pieces of this client have to be checked in an inline inspection with respect to several parameters: Inner and outer diameters, as well as the absence of surface defects have to be verified. Video of inline forgings inspection for dimensional accuracy and surface defects with QuellTech LaserScaner. Particular Challenges Manual inspection carried out until now turned out to be not reliable enough, particularly after an increase in production. The final rejection rate has seriously affected the productivity of the entire manufacturing process. A solution for a contactless inline inspection was needed. The QuellTech Solution A testing station including an index table has been designed. This configuration acts as a support for two QuellTech Q4-60 laser scanners, used for inspection of the parameters mentioned above.
Similar products from QUELLTECH GMBH

QUELLTECH GMBH
Germany

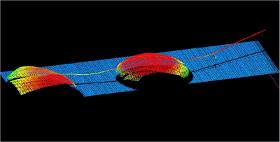
A client in automotive industry intends to improve the inline glue bead supervision performed when automatically applying glue beads inside body parts. The system to be purchased should be able to monitor position, height and width of the glue bead any time. Until now, the client makes use of a 3D laser system with very complex beam guidance, in order to compensate problems arising from narrow space available. This present configuration however involves difficulties in adjustment, often giving rise to trouble and interruptions. Therefore the client is looking for a safe and less complicate solution. The chellenge in glue bead supervision: While the glue bead is being applied, very complex geometrical patterns are followed; the nozzle for the glue meanwhile does not rotate. Therefore this nozzle must be supervised in the total angle of 360°. This glue bead supervision can only be met by a laser scanner featuring an extremely low form factor.
QUELLTECH GMBH
Germany
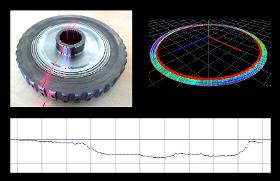
Rotationally symmetrical driving gears in a line producing for automotive industry are mutually connected by electron beam welding. The camera inspection carried out until was not able to assess the quality of the weld seams at the required precision. Non-contact laser measurement system Particular Challenge: As the welding seams show a high reflectivity and are located at a position hard to access, inspection is difficult, all the more so as they dispose of a width of only 500µm. Therefore it is quite a challenge for the laser measurement system. The QuellTech solution: A QuellTech Laser Scanner Q4-5 with extremely small shape factor and high resolution proved to be perfectly suited for this application. In order to suppress reflections from elements in the surroundings, a particular algorithm has been integrated. Furthermore, this laser measurement system features a particularly adapted laser wavelength and an ultrafine laser line.
QUELLTECH GMBH
Germany
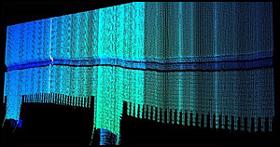
Testing requirements for a manufacturer in electronics industries had changed: For an assembly included in a smartphone, the absence of contact between speaker ultra fine wires and adjacent components is essential. Fulfillment of this condition, until now only subjected random sampling by microscopy, from now on has to be verified in a 100% procedure. Due to labor cost, microscopy for this amount of inspection is no more lucrative. Detection of ultra fine wires in electronic device The particular challenge The fine wires made of copper in smartphone speakers dispose of a high reflection and only a small diameter. The QuellTech Solution A high-resolution QuellTech 2D/3D Q4-5 Laser, featuring a particularly adapted laser wavelength and an ultrafine laser line in the corresponding installation, is combined with a linear axis equipped with a convenient encoder output. Due to its special chip analysis, the Quelltech sensor delivers a stable and highly reproducible signal on the fine wires
QUELLTECH GMBH
Germany
Initial Situation: Inspection of a laser weld seam for pores and geometrical anomalies The production of a client in automotive industry is subjected to extremely stringent quality requirements. This is valid particularly also for the precision of laser weld seam of fine mechanical work. 100% inline supervision is required for the following task: A laser weld beam (width ca. 200µm) has to be verified with respect to the presence of pores and geometrical anomalies. Camera inspection performed until now turned out to be not stable. Therefore the client is forced to implement an improved monitoring process. The challenge The resolution required amounts to 4µm. The high gloss finished material and glossy laser weld seam may give rise to reflections, and the space for installation is restricted. A low form factor for the monitoring equipment is imperative.