

VINCO
Spain

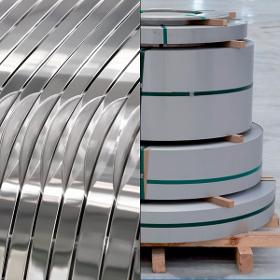
THICKNESS TOLERANCES: According to the EN 10140:2006 Standard. Specified thickness tolerances for cold rolled strip and strip obtained strapping wide precision rolling w. WIDTH TOLERANCES: Width tolerances according to the EN 10140 Standard for nominal widths Other, closer dimensional tolerances are possible under a commercial agreement LENGTH TOLERANCES: According to the EN1040 Standard. Other tolerances are possible under a commercial agreement EDGE CAMBER TOLERANCES: Edge curve tolerances according to the EN 10140 Standard Other edge curve tolerances possible under a commercial agreement RIPPLE - LONGITUDINAL FLATNESS The flatness tolerance of the strips in cut lengths in the direction of rolling must be a maximum of 10 mm over 1000 mm. Any other flatness requirement must be agreed when placing the order.

VINCO
Spain
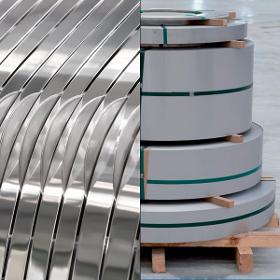
THICKNESS TOLERANCES: According to the EN 10140:2006 Standard. Specified thickness tolerances for cold rolled strip and strip obtained strapping wide precision rolling w. WIDTH TOLERANCES: Width tolerances according to the EN 10140 Standard for nominal widths Other, closer dimensional tolerances are possible under a commercial agreement LENGTH TOLERANCES: According to the EN1040 Standard. Other tolerances are possible under a commercial agreement EDGE CAMBER TOLERANCES: Edge curve tolerances according to the EN 10140 Standard Other edge curve tolerances possible under a commercial agreement RIPPLE - LONGITUDINAL FLATNESS The flatness tolerance of the strips in cut lengths in the direction of rolling must be a maximum of 10 mm over 1000 mm. Any other flatness requirement must be agreed when placing the order.

VINCO
Spain
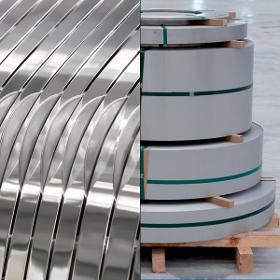
THICKNESS TOLERANCES: According to the EN 10140:2006 Standard. Specified thickness tolerances for cold rolled strip and strip obtained strapping wide precision rolling w. WIDTH TOLERANCES: Width tolerances according to the EN 10140 Standard for nominal widths Other, closer dimensional tolerances are possible under a commercial agreement LENGTH TOLERANCES: According to the EN1040 Standard. Other tolerances are possible under a commercial agreement EDGE CAMBER TOLERANCES: Edge curve tolerances according to the EN 10140 Standard Other edge curve tolerances possible under a commercial agreement RIPPLE - LONGITUDINAL FLATNESS The flatness tolerance of the strips in cut lengths in the direction of rolling must be a maximum of 10 mm over 1000 mm. Any other flatness requirement must be agreed when placing the order.
VINCO
Spain
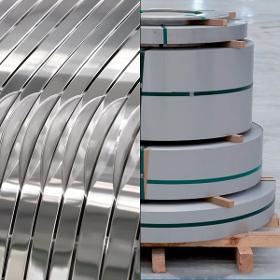
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
BARE MATERIAL The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier when requesting the quote and in the order. Normally, a small residual layer of lubricant is left on cold-rolled products, which is authorised unless otherwise specified. ROUGHNESS EN 1654 This must be agreed between the customer and the supplier when requesting the quote and confirming the order. SURFACE CONDITION EN 13599 The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier in the request for quotes and in the order. Normally, a small residual layer of lubricant is left on cold-drawn products, and this is acceptable unless otherwise specified. Discolouration is acceptable, provided that it is not detrimental to the use of the product. TIN COATINGS Tin coatings for strips and copper strips and copper alloys: Electrolytic s/EN 14436 and Hot dip s/EN 13148

VINCO
Spain
"TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
BARE MATERIAL The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier when requesting the quote and in the order. Normally, a small residual layer of lubricant is left on cold-rolled products, which is authorised unless otherwise specified. ROUGHNESS EN 1654 This must be agreed between the customer and the supplier when requesting the quote and confirming the order. SURFACE CONDITION EN 13599 The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier in the request for quotes and in the order. Normally, a small residual layer of lubricant is left on cold-drawn products, and this is acceptable unless otherwise specified. Discolouration is acceptable, provided that it is not detrimental to the use of the product. TIN COATINGS Tin coatings for strips and copper strips and copper alloys: Electrolytic s/EN 14436 and Hot dip s/EN 13148

VINCO
Spain
BARE MATERIAL The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier when requesting the quote and in the order. Normally, a small residual layer of lubricant is left on cold-rolled products, which is authorised unless otherwise specified. ROUGHNESS EN 1654 This must be agreed between the customer and the supplier when requesting the quote and confirming the order. SURFACE CONDITION EN 13599 The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier in the request for quotes and in the order. Normally, a small residual layer of lubricant is left on cold-drawn products, and this is acceptable unless otherwise specified. Discolouration is acceptable, provided that it is not detrimental to the use of the product. TIN COATINGS Tin coatings for strips and copper strips and copper alloys: Electrolytic s/EN 14436 and Hot dip s/EN 13148

VINCO
Spain
BARE MATERIAL The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier when requesting the quote and in the order. Normally, a small residual layer of lubricant is left on cold-rolled products, which is authorised unless otherwise specified. ROUGHNESS EN 1654 This must be agreed between the customer and the supplier when requesting the quote and confirming the order. SURFACE CONDITION EN 13599 The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier in the request for quotes and in the order. Normally, a small residual layer of lubricant is left on cold-drawn products, and this is acceptable unless otherwise specified. Discolouration is acceptable, provided that it is not detrimental to the use of the product. TIN COATINGS Tin coatings for strips and copper strips and copper alloys: Electrolytic s/EN 14436 and Hot dip s/EN 13148

VINCO
Spain
THICKNESS TOLERANCES: According to the EN 10140:2006 Standard. Specified thickness tolerances for cold rolled strip and strip obtained strapping wide precision rolling w. WIDTH TOLERANCES: Width tolerances according to the EN 10140 Standard for nominal widths Other, closer dimensional tolerances are possible under a commercial agreement LENGTH TOLERANCES: According to the EN1040 Standard. Other tolerances are possible under a commercial agreement EDGE CAMBER TOLERANCES: Edge curve tolerances according to the EN 10140 Standard Other edge curve tolerances possible under a commercial agreement RIPPLE - LONGITUDINAL FLATNESS The flatness tolerance of the strips in cut lengths in the direction of rolling must be a maximum of 10 mm over 1000 mm. Any other flatness requirement must be agreed when placing the order.

VINCO
Spain
EN AW-6016 (Al Si1,2Mg0,4) - EN 485 T4 EN 485 EN AW-6016 (Al Si1,2Mg0,4) - EN 485 T6 EN 485 EN AW-6082 (Al Si1MgMn) - EN 485 O EN 485 EN AW-6082 (Al Si1MgMn) - EN 485 T4 EN 485 EN AW-6082 (Al Si1MgMn) - EN 485 T6 EN 485 EN AW-7075 (Al Zn5,5MgCu) - EN 485 O EN 485 EN AW-7075 (Al Zn5,5MgCu) - EN 485 T6 EN 485 EN AW-7075 (Al Zn5,5MgCu) - EN 485 T76 EN 485 EN AW-7075 (Al Zn5,5MgCu) - EN 485 T73 EN 485 EN AW-8011A (Al FeSi(A)) - EN 485 O/H111 EN 485 EN AW-8011A (Al FeSi(A)) - EN 485 H18 EN 485 EN AW-8011A (Al FeSi(A)) - EN 485 H24 EN 485 FINISHES: Under a commercial agreement We are able to supply aluminium that can be anodised or is anodised We also offer the following material cleaning options (depending on the alloy): Wash Chemical degreasing

VINCO
Spain
EN AW-5005 (Al Mg1(B) EN AW-5052 (Al Mg2,5) EN AW-5083 (Al Mg4,5Mn0,7) EN AW-5086 (Al Mg4) EN AW-5182 (Al Mg4,5Mn0,4) EN AW-5657 (Al 99,85 Mg1(A) EN AW-5754 (Al Mg3) / EN 485 series

VINCO
Spain
EN AW-3003 (Al Mn1Cu) - EN 485 0/H111 EN 485 EN AW-3003 (Al Mn1Cu) - EN 485 H14 EN 485 EN AW-3003 (Al Mn1Cu) - EN 485 H16 EN 485 EN AW-3003 (Al Mn1Cu) - EN 485 H18 EN 485 EN AW-3003 (Al Mn1Cu) - EN 485 H24 EN 485 EN AW-3003 (Al Mn1Cu) - EN 485 H26 EN 485 EN AW-3005 (Al Mn1Mg0,5) - EN 485 H111 EN 485 EN AW-3005 (Al Mn1Mg0,5) - EN 485 H14 EN 485 EN AW-3005 (Al Mn1Mg0,5) - EN 485 H22 EN 485 EN AW-3005 (Al Mn1Mg0,5) - EN 485 H24 EN 485 EN AW-3105 (Al Mn0,5Mg0,5) - EN 485 H111 EN 485 EN AW-3105 (Al Mn0,5Mg0,5) - EN 485 H18 EN 485 EN AW-3105 (Al Mn0,5Mg0,5) - EN 485 H24 EN 485"

VINCO
Spain
AW-2017A (Al Cu4MgSi(A)) - EN 485 O EN 485 AW-2017A (Al Cu4MgSi(A)) - EN 485 T4 EN 485 AW-2024 (Al Cu4Mg1) - EN 485 O EN 485 AW-2024 (Al Cu4Mg1) - EN 485 T4 EN 485

VINCO
Spain
EN AW-1050A (Al 99,5) - EN 485 0/H111 EN 485 EN AW-1050A (Al 99,5) - EN 485 H14 EN 485 EN AW-1050A (Al 99,5) - EN 485 H16 EN 485 EN AW-1050A (Al 99,5) - EN 485 H18 EN 485 EN AW-1050A (Al 99,5) - EN 485 H22 EN 485 EN AW-1050A (Al 99,5) - EN 485 H24 EN 485 EN AW-1050A (Al 99,5) - EN 485 H26 EN 485 EN AW-1070 (Al 99,7) - EN 485 0/H111 EN 485 EN AW-1070 (Al 99,7) - EN 485 H18 EN 485 EN AW-1070 (Al 99,7) - EN 485 H22 EN 485 EN AW-1070 (Al 99,7) - EN 485 H24 EN 485 EN AW-1200 (Al 99,0) - EN 485 0/H111 EN 485 EN AW-1200 (Al 99,0) - EN 485 H14 EN 485 EN AW-1200 (Al 99,0) - EN 485 H18 EN 485 EN AW-1200 (Al 99,0) - EN 485 H19 EN 485 EN AW-1200 (Al 99,0) - EN 485 H24 EN 485 FINISHES: Under a commercial agreement We are able to supply aluminium that can be anodised or is anodised We also offer the following material cleaning options (depending on the alloy): Wash Chemical degreasing

VINCO
Spain
BARE MATERIAL The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier when requesting the quote and in the order. Normally, a small residual layer of lubricant is left on cold-rolled products, which is authorised unless otherwise specified. ROUGHNESS EN 1654 This must be agreed between the customer and the supplier when requesting the quote and confirming the order. SURFACE CONDITION EN 13599 The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier in the request for quotes and in the order. Normally, a small residual layer of lubricant is left on cold-drawn products, and this is acceptable unless otherwise specified. Discolouration is acceptable, provided that it is not detrimental to the use of the product. TIN COATINGS Tin coatings for strips and copper strips and copper alloys: Electrolytic s/EN 14436 and Hot dip s/EN 13148

Do you sell or make similar products?
Sign up to europages and have your products listed

VINCO
Spain
BARE MATERIAL The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier when requesting the quote and in the order. Normally, a small residual layer of lubricant is left on cold-rolled products, which is authorised unless otherwise specified. ROUGHNESS EN 1654 This must be agreed between the customer and the supplier when requesting the quote and confirming the order. SURFACE CONDITION EN 13599 The strips must be clean and free of detrimental defects, which must be specified by agreement between the customer and the supplier in the request for quotes and in the order. Normally, a small residual layer of lubricant is left on cold-drawn products, and this is acceptable unless otherwise specified. Discolouration is acceptable, provided that it is not detrimental to the use of the product. TIN COATINGS Tin coatings for strips and copper strips and copper alloys: Electrolytic s/EN 14436 and Hot dip s/EN 13148

VINCO
Spain
Tipo de ruta de proceso y acabado superficial de planchas y bobinas EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Existe la posibilidad de suministro de fleje estañado o niquelado bajo acuerdo comercial. RUGOSIDAD SUPERFICIAL MEDIA EN 10151:2002 La calidad de la superficie de una banda se caracteriza por los siguientes valores aproximados de la rugosidad superficial media: • Ra < 0,3 µm para niveles de resistencia a la tracción de +C1150 y superior. • Ra < 0,5 µm para niveles de resistencia a la tracción comprendidos entre +C700 y +C1000.

VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.
VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.
VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.
VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.
VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.

VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.
VINCO
Spain
TYPE OF PROCESS ROUTE AND SURFACE FINISH OF PLATES AND COILS EN 10088-2: 2H, 2D, 2B, 2R, 2G, 2J, 1D, 2E, 2K. Tinned or nickel plated strips can be supplied under a commercial agreement. The quality of the surface of a strip is characterised by the following approximate average surface roughness values: Ra < 0.3 µm for tensile strength levels of +C1150 and above. Ra < 0.5 µm for tensile strength levels ranging from +C700 to +C1000.
Results for
Sheet die - Import exportNumber of results
63 ProductsCountries
Company type