RIPPERT ANLAGENTECHNIK GMBH & CO. KG - planning, production and installation of state-of-the-art plant equipment
Germany
Manufacturer/ Producer

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
The correct air budget is an often underestimated quality factor in surface treatment technology. Where heating, cooling, movement and filtration is concerned, a great deal of energy can be saved with innovative solutions. Supply air systems replace extracted air quantities and ensure: Supply and exhaust air systems Supply air systems ensure draught-free and clean ventilation of work rooms, while high-efficiency exhaust air systems with fans and filter systems are responsible for the necessary air exhaust. This takes place with the lowest possible use of energy and with the longest possible intervals between maintenance and cleaning operations. We also offer intelligent air solutions for dryers, pretreatment plants and cooling zones. Heat recovery A further important point is heat recovery. We can achieve up to a maximum of 80% heat recovery with the most diverse systems. Cross-current, rotary heat exchanger, heating pipe or circulatory systems – they all have their own advantages and efficiencies, which we integrate according to requirements during the planning of the plant.

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
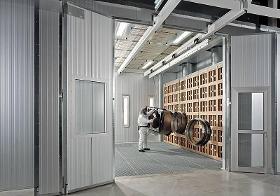
Standard advantages: RTS-Rotation – low-maintenance dry spray booth Overspray dry separation demonstrates its strengths in practice above all when relatively large quantities of paint have to be processed and the overspray portion cannot be reduced any further. Spray booth with dry separation are usually equipped with disposable filters or manually regenerative filters. These cause costs for spare filters, maintenance and disposal. In addition to that, operation has to be interrupted in order to exchange the filters. The ‘RTS rotation’ system was developed by Rippert in order to reduce these costs and tooling times. Maintenance intervals and filter service lives are prolonged significantly in comparison with conventional systems due to the new brush pre-filtration. How the ‘RTS-Rotation’ system works Overspray separation in the RTS-Rotation system takes place by means of a pre-filter and a fine filter stage. The pre-filter stage is formed by vertical, slowly rotating brush rollers. The bristles present a very large total surface area and absorb the adhesive particles from the overspray. During the slow rotation, the paint particles can dry on the tips of the bristles. This results in slowly growing cakings on the bristles. Scrapers are mounted in the area behind the brush rollers that continuously remove these cakings from the bristles. The dislodged, hardened material falls into the drawers arranged under the brushes and can thus be simply disposed of. The dry paint dust may often be disposed of as ‘commercial waste’. The brushes otherwise require little maintenance and do not need to be exchanged or renewed. The fine filter stage is formed by a special fleece filter, which is arranged above the brush rollers and must be manually maintained or exchanged in the standard version. The maintenance intervals depend on the paint material used. Automatic cleaning or an external fine filter with automatic cleaning is also possible as an option. Over 10 years of operational experience shows that around 75 to 95% of the overspray is separated out by the pre-filter stage and the rest by the fine filter stage. The degree of separation depends strongly on the type of paint and the drying reactivity during the flying phase. Use of the RTS-Rotation with the following paints Before practical use, the paints are tested and approved in Rippert’s own pilot plant. Stove enamels and 100% UV paint systems cannot be used. The horizontal version Furthermore, it is possible to use the system as a horizontal underfloor extraction system. This version is used, for example, by a machine manufacturer for large parts. In addition, a drag conveyor with gulley extraction is used there in order to automatically transport the particles cleaned off the brushes out of the pit. Conclusion The RTS-Rotation system is particularly useful when relatively large quantities of paint with an unavoidable overspray portion have to be processed, as otherwise a great deal of residual waste would result using conventional technology. Compared to water-sprinkled spray walls and normal dry spray booths the amortisation period is shorter; it is frequently less than two years.

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
Spray walls and spray booths with dry separation via pre-filters and fine filters. Spray walls and spray booths with dry separation For lower utilisation times or overspray quantities, spraying systems with dry separation offer a meaningful alternative to water-sprinkled systems. The Rippert modular spraying system type RTS enables individual adaptation to the respective case of need. Function The overspray is caught by the exhaust air stream and fed to the filter. The solids are filtered out here, while the cleaned exhaust air is blown out into the open air by the fan. Versions The entire spray wall and the drip tray are made of galvanised sheet steel. The basic version consists of a wall with a two-fold filter stage. The attached radial fan is equipped with spark protection in the suction nozzle as well as an explosion-proof motor. The first filter stage is formed by a paper filter or a baffle plate filter, consisting of two rows of galvanised sheet metal lamellae arranged one behind the other. A glass fibre fine filter arranged directly behind it represents the second filter stage. The spray wall can additionally be equipped with removable or fixed side and ceiling panels. Each version is also available with floor suction pan, available with an integrated 2-stage filter and grating cover. Accessories In addition, the spray wall can be equipped with various accessories from the Rippert product range, such as explosion-proof lights, energy-saving flaps, turntables, etc. We recommend the installation of a supply air system for the replacement of the exhausted air. Cleaning / maintenance The spray wall is designed such that the filter elements can be exchanged with little effort in a very short time. For faster cleaning, baffle plate filters should by sprayed with a release agent (e.g. strippable varnish) before being put into operation. Underfloor paint mist extraction With dry separation, consisting of a support structure with attached paper filter, grating cover and a suction duct with air quantity adjustment.
RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
Spray walls and spray booths with dry separation via cartons. For lower utilisation times or overspray quantities RES dry spray booth For lower utilisation times or smaller overspray quantities, spray systems with dry separation offer a meaningful alternative to water-sprinkled systems. The Rippert modular spraying system type RES enables individual adaptation to the respective case of need. The filter system of the RES dry spray wall consists of individual square cardboard boxes. A sheet metal frame serves as a support structure for the filter box. In order to save costs, there is a possibility to vary the individual filter boxes in the spray booth, without exchanging all of the filter elements. Function The overspray is caught by the exhaust air stream and fed to the filter. The solids are filtered out here, while the cleaned exhaust air is blown out into the open air by the fan. Versions The basic version consists of a wall with a two-fold filter stage. Paper filter boxes form the first filter stage. A glass fibre fine filter arranged directly behind it represents the second filter stage. The attached radial fan is equipped with spark protection in the suction nozzle as well as an explosion-proof motor. The spray booth can additionally be equipped with removable or fixed side and ceiling panels. The RES dry spray booth is available in galvanised sheet metal or in stainless steel. Advantages Cleaning / maintenance The spray wall is designed such that the filter elements can be exchanged with little effort in a very short time. Once it is saturated, the filter box is removed from the sheet metal frame and disposed of in an environmentally-friendly manner.

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
Water-sprinkled spray walls and spray booths with automatic paint sludge filtration system In wet separation, the overspray meets the water film of the spray wall and is thereby bound in the water. The sludge formed by this is discharged using sludge filtration systems. Water-sprinkled spray walls The overspray is sucked in in the lower area of the vertical water drain surface and is bound in water when it meets the film of water. The paint mist is washed out further in the lower section of the washout tower using a vortex washing system with downstream baffle plate separator. In order to replace the water lost due to evaporation, it is recommended to fit an automatic water level controller. The entire quantity of water is fed to the automatic paint sludge filtration system via the disposal pump. A coagulant is added to the water by an automatic dosing unit, as a result of which the paint sludge in the circulating water is disbonded and can be separated more easily. The cleaning of the circulating water takes place in the separately arranged paint sludge filtration system. Depending on the paint system and plant version, the separation system is operated using a full or partial current method. Water-sprinkled spray walls/booths with underfloor paint mist extraction For the painting of large parts with a high paint throughput. The paint mist is sucked in under the grating cover. A substantial part of the overspray is already bound in the water by the constant sprinkling of the entire floor of the basin. The paint mist is washed out further in the lower section of the washout tower using a vortex washing system with downstream baffle plate separator. Optimum capture of the paint mist is guaranteed by the laminar air flow inside the booth. A further advantage over comparable systems is the low water basin height and the associated low foundation depth. The sludge formed by this is discharged using sludge filtration systems. Advantages

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
Immersible objects can be painted economically with the aid of dip painting. Rapid and complete wetting takes place by the immersion of the workpieces. By comparison, electrophoretic coating is more complex, but it is more advantageous in individual cases. ADP / CDP electrophoretic dip coating Electrophoretic dip coating is a modern, efficient painting method and is used extensively in industry for the coating of metals and metallised plastic surfaces. In the electrolytic coating of components using direct current, distinction is made between cathodic dip painting (CDP) and anodic dip painting (ADP), depending on the polarity. The paint film is deposited onto the object surface from an aqueous paint dispersion by the effect of a DC current. In anodic dip painting (ADP) the article being painted is connected as the anode, while in cathodic dip painting (CDP) it forms the cathode. When current flows, the paint dispersion, which contains the ionically stabilised paint particles, coagulates in the acidic boundary layer (ADP) or alkaline boundary layer (CDP) and forms a paint film, which adheres well and is hard and resistant to corrosion after hardening. Advantages:

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
Painting in cleanrooms according to the DIN EN ISO 14644 standard Cleanroom technology Many processes for the application of technically functional coatings for increased resistance to scratching (hardcoat), UV stability, lotus effects, anti-fog or other thin-film applications place high demands on the implementation and function of the coating plant and its components. Thanks to a modular design, optimum plants are conceived in close cooperation with customers and users that minimise faulty coatings caused by particle inclusions and the resulting product scrap or rework expenditure. The plants are designed strictly in accordance with the DIN EN ISO 14644 the standard. In designing the filter stages we orientate ourselves to a particle size with a diameter of 0.5 µm. Built-in components such as conveying equipment, robotics, application technology etc. are adapted by careful selection of the appropriate task. A further criterion in the conception of the plants is fast and efficient cleaning and maintenance, in order to obtain long plant operation times with a constantly good yield. Traditional applications are the coating of diffusers or cover glasses for car headlights or polycarbonate glazing.

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
Partial or complete evaporation of the volatile portions of paints before the film formation is completed and/or before a further coating can be applied. In wet painting, the majority of the solvents are already released and exhausted during the coating procedure. In order to dry the freshly applied paint layer, it is necessary to also remove and exhaust the remaining solvents as far as possible. This takes place in special flash-off zones by means of exhaust air and conditioned supply air or fresh air. Flash-off zones are usually the link between paint application and drying. A certain degree of preliminary drying often also takes place here by working with a slightly raised room temperature. Some processes also require a gentle transition to higher temperatures in the dryer. All this can be realised in flash-off zones. On top of that, flash-off zones offer particular protection of the freshly painted surfaces against outside influences, especially dust.

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
With high-quality filter tubes and PTFE diaphragms. Paint dust filters Wet painting also results in overspray. Overspray is the solid portion of the paint that is not taken up by the workpiece. According to the purpose of use, the overspray is moist and sticky immediately after release. It is captured by the exhaust air stream in the spray booth and fed to a filter. This can be, for example, a baffle plate filter, paper filter, fleece filter, glass fibre filter or also combinations of these. The adhesive effect causes the paint particles to adhere to the contact surfaces of the respective filter medium, as a result of which a good degree of separation is achieved. However, all these filters are storage filters, i.e. the filters clog up more and more during operation and cannot be regenerated. A filter exchange becomes necessary if the exhaust air rate of the spray booth falls below the minimum. This can be very time-consuming under certain circumstances and the work process must be interrupted in order to do it. To make things worse, not only must the filtered and bound paint residues be disposed of, but also the actual filter materials. Such tooling times are not justifiable for automatic, continuous or multi-layer painting processes. Continuous procedures such as automatically cleaned filters are likewise required for this. The humidity and the adhesiveness of the particles to be filtered are thereby the problem. In order to solve this problem, the paint particles should be relieved of their adhesive capability as far as possible whilst still inside the paint booth. Our patented ‘RTS-Rotation’ system is outstandingly well suited for this. The system is comprised of slowly rotating brush rollers, which take up the adhesive paint particles on the surface of the bristles and allow them to dry there. The bristles are automatically regenerated at pre-specified time intervals by combing devices that swing in at the rear of the brush rollers. The dislodged paint residues can then be removed and disposed of either manually during work breaks or automatically during operation. The degree of separation of this system is, however, insufficient to satisfy the environmental protection requirements concerning residual dust content in the exhaust air. A further filter stage is necessary for that. It must be assumed that the paint particles arriving here are to a certain extent still damp and sticky. For this we use special paint dust filters with high-quality filter tubes with PTFE diaphragms. If necessary, precoating agents (auxiliary dust) are used in order to neutralise the adhesive capability of the particles and to keep the dust layer on the filter elements permeable to air. The precoating agent is injected into the raw air pipe by means of special dosing units. The filter tubes are cleaned by means of compressed air impulse cleaning. The use of this technology requires special know-how. We have had the appropriate experience for almost ten years. The implemented plants have capacities ranging from 5,000 to 90,000 m³ /h. Because of the large number of different paint systems, individual experiments are usually necessary in our pilot plant in order to find the correct solution for the individual case.

RIPPERT ANLAGENTECHNIK GMBH & CO. KG
Germany
The correct air budget is an often underestimated quality factor in surface treatment technology. Where heating, cooling, movement and filtration is concerned, a great deal of energy can be saved with innovative solutions. Supply air systems replace extracted air quantities and ensure: Supply and exhaust air systems Supply air systems ensure draught-free and clean ventilation of work rooms, while high-efficiency exhaust air systems with fans and filter systems are responsible for the necessary air exhaust. This takes place with the lowest possible use of energy and with the longest possible intervals between maintenance and cleaning operations. We also offer intelligent air solutions for dryers, pre-treatment plants and cooling zones. Heat recovery A further important point is heat recovery. We can achieve up to a maximum of 80% heat recovery with the most diverse systems. Cross-current, rotary heat exchanger, heating pipe or circulatory systems – they all have their own advantages and efficiencies, which we integrate according to requirements during the planning of the plant.
Manufacturer/ Producer
Paul-Rippert-Strasse 2-8
33442 Herzebrock-clarholz - Germany
europages also recommends
A selection of companies related to the activity:
A selection of products that might interest you
FÖHRENBACH GMBH
Germany

The machine structure with solid base plate is extremely compact and stable. All necessary components are integrated in the machine housing: mechanical axes, pneumatic components, control with drive electronics and mounted 12 "touch display. Depending on the desired version, the F-Décor 305 can produce surface patterns like circular grainings, côtes de Genève, engravings or decorative millings on mechanical watch parts. The machine guarantees high precision and high productivity. The F-Decor 305 is delivered ready for connection with either 1 or 2 working spindles.

TYROLIT - SCHLEIFMITTELWERKE SWAROVSKI AG & CO K.G
Austria
For machining technical ceramic componentsTYROLIT offers a comprehensive range of products for machining ceramic components. These include various application-specific bond systems with optimised performance in conjunction with new diamond qualities. Reduced wheel wear High stock removal rate Low grinding forces

J.D. GECK GMBH
Germany
Use our industrial manufacturing expertise for your products too Electroplated surface finishing The maximum goods window for galvanising, chromeplating and nickelplating is L / W / D 2800x450x1000 mm. Chrome and nickel plating Galvanising (galvanising without passivation; blue galvanising with variable layer thickness and blue passivation; thicklayer passivation with nanosealing) Electrostatic powder coating Maximum load per hook 30 kg workpieces up to 60 kg Maximum workpiece size L / W / H = 3000/800 /1700 mm More information available at https//www.geck.de

TYROLIT - SCHLEIFMITTELWERKE SWAROVSKI AG & CO K.G
Austria
For CNC machines Metal and resin bond diamond tools with continuous rim for engraving crystal glass and stone materials. For the extremely challenging art of finishing elegant and aesthetic items. Processing can be required for both functional (niches for sliding glass window panes) and decorative reasons. The engravings can have a straight, wavy or aesthetic design. They are carried out using differently shaped and bonded wheels Excellent finishing Long lifetime
Request for quotes
Create one request and get multiple quotes form verified suppliers.
- Only relevant suppliers
- Data privacy compliant
- 100% free